WhatsApp:
+8613188899036
Email:
[email protected]
Avoid your inquiry is delay response, please enter your WhatsApp/WeChat/Skype along with the message, so we can contact you at the very first time
We will reply you within 24 hours. If for urgent case, please add WhatsApp: +8613188899036, or WeChat: 0531-87968777. Or call 0531-87968777 directly.
* We respect your confidentiality and all information are protected. We will only use your information to respond to your inquiry and will never send unsolicited emails or promotional messages.
Modern industrial facilities struggle with mounting challenges. Space limitations plague HVAC systems, water treatment plants, and heating networks. Engineers face impossible choices between performance and practicality.
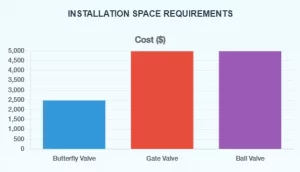
Traditional gate valves and ball valves consume massive amounts of space. Their bulky designs require extensive structural support. Installation costs skyrocket as projects demand larger equipment rooms and reinforced piping systems.
Energy costs continue rising across all industries. Facilities managers desperately seek solutions that reduce both capital expenditure and operational expenses. The pressure mounts as sustainability regulations tighten worldwide.
The situation grows worse daily. Gate valves weigh three to four times more than equivalent butterfly valves. This excess weight demands reinforced mounting systems and specialized handling equipment.
Ball valves cost 40-60% more for large diameter applications. Their thick-walled construction uses excessive raw materials. Manufacturing costs spiral upward as valve sizes increase beyond 6 inches.
Maintenance nightmares plague facilities using oversized valve systems. Technicians struggle to access components in cramped spaces. Replacement parts arrive with extended lead times and premium pricing.
Pipeline pressure drops waste enormous amounts of energy. Inefficient valve designs create unnecessary friction that pumps must overcome. Annual energy bills climb as systems work harder to maintain adequate flow rates.
The main advantage of butterfly valves lies in their revolutionary compact design combined with efficient flow control. This fundamental benefit enables dramatic space savings while maintaining reliable shut-off and regulation capabilities.

butterfly valve
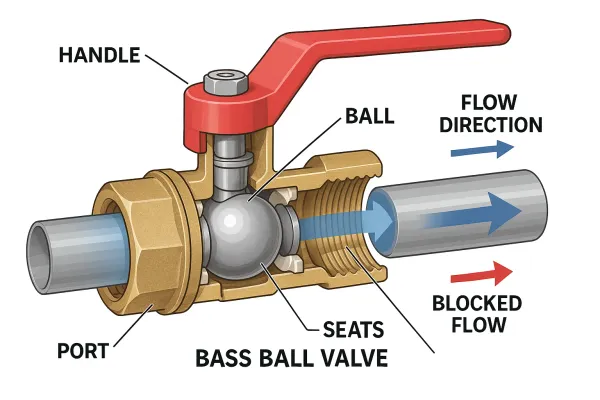
Butterfly valves use a quarter-turn rotating disc to control fluid flow. The thin metal disc sits inside the pipe when open, creating minimal flow obstruction. A simple 90-degree rotation moves the valve between fully open and completely closed positions.
This elegant design eliminates the complex internal mechanisms found in gate and ball valves. Fewer moving parts mean reduced maintenance requirements and improved long-term reliability.
| Valve Type | Weight Reduction | Space Savings | Cost Efficiency | Key Limitation | Prime Applications |
| Butterfly Valve | 60-80% lighter | Thin profile fits tight spaces | 40-60% lower cost (large diameters) | Seal limitations at extreme conditions | Water treatment, HVAC systems, Bulk chemical transport |
| Gate Valve | Heavier construction | Bulky body design | Higher material cost | Slow operation | Full shutoff services, High-pressure steam |
| Ball Valve | Thick-walled body | Full-bore needed | Cost-prohibitive at large sizes | Excellent full shut-off | Precision shutoff, Frequent operation |
Compact design represents the cornerstone advantage that enables all other butterfly valve benefits. The smart valve technology incorporates this principle into modern automated systems.
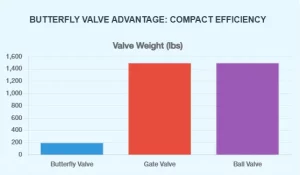
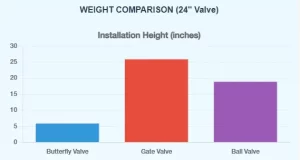
Lightweight construction reduces material usage by up to 80% compared to equivalent ball valves. A 24-inch butterfly valve weighs approximately 200 pounds versus 1,500 pounds for a comparable ball valve. This dramatic weight reduction eliminates expensive crane requirements during installation.
Minimal space requirements allow butterfly valves to fit in locations where other valve types cannot operate. The wafer-style design installs directly between pipe flanges without additional connection hardware.
Low-pressure drop characteristics preserve system energy efficiency. The thin disc profile creates minimal flow obstruction when fully open. Pumping systems require less power to maintain design flow rates through butterfly valve installations.
Butterfly valves excel in on-off service applications requiring quick operation. The quarter-turn actuation enables rapid response to changing system demands. Electric valve actuators provide precise positioning control for automated systems.
Throttling applications work well within moderate pressure and temperature ranges. Modern triple-offset designs extend throttling capabilities into more demanding service conditions while maintaining the compact advantage.
Bi-directional flow capability simplifies piping system design. Installation orientation becomes less critical compared to directional valves like check valves or some gate valve configurations.
Resilient seat designs using EPDM or PTFE materials provide excellent sealing for water and chemical applications. These soft seats conform to disc surfaces, creating bubble-tight shutoff at moderate pressures.
Metal seat configurations handle extreme temperature and pressure conditions where resilient materials fail. Stainless steel and specialized alloy seats maintain sealing integrity in cryogenic and high-temperature services.
Corrosion resistance options include stainless steel, ductile iron, and specialized coating systems. Material selection matches specific application requirements while preserving the fundamental compact design advantage.
Navarch’s experience with large-scale installations demonstrates measurable butterfly valve advantages. The Shandong University project encompassed five campus renovations covering 1.76 million square meters of facility space .
Intelligent control management systems integrated with butterfly valve installations solved hydraulic imbalance problems across the pipeline network. Time-sharing and zoning control systems enabled precise flow regulation throughout different campus areas.
The project achieved a 21% energy saving rate through optimized valve control strategies . This substantial improvement resulted from combining butterfly valve efficiency with advanced automation systems.
Simplified installation procedures reduce project timelines and labor costs. Wafer-style butterfly valves install between existing flanges without modification to piping systems. Electric butterfly valves integrate seamlessly with building automation systems.
Reduced maintenance requirements stem from simplified internal mechanisms. Fewer wearing parts mean extended service intervals and lower spare parts inventory costs. Quick operation minimizes wear during frequent cycling compared to multi-turn valve alternatives.
Accessibility advantages become critical in congested piping areas. Technicians can service butterfly valve actuators and position indicators without extensive disassembly of surrounding equipment.
Heating and cooling systems benefit tremendously from butterfly valve compactness. Mechanical rooms contain numerous valves in limited space. The slim profile allows optimal equipment arrangement and maintenance access.
Water treatment applications leverage both compact design and corrosion resistance. Municipal facilities use butterfly valves extensively for isolation and flow control in treatment processes. Balancing valves maintain proper flow distribution throughout complex piping networks.
District heating networks rely on butterfly valve reliability and compact installation. Underground valve vaults benefit from space-efficient designs that minimize excavation requirements.
Chemical processing facilities appreciate the combination of chemical compatibility and space efficiency. Butterfly valves handle moderate pressure applications while preserving valuable floor space for process equipment.
Power generation systems use large-diameter butterfly valves for cooling water and auxiliary services. The cost advantages become substantial as valve sizes increase beyond traditional ball valve economic limits.
Marine applications demand compact, lightweight valve solutions. Ship designers specify butterfly valves where space and weight constraints are absolutely critical.
System pressure ratings determine appropriate butterfly valve designs. Standard resilient seat valves handle pressures up to ANSI Class 150. High-performance designs extend service capabilities to ANSI Class 600 and beyond.
Temperature requirements influence seat material selection. EPDM seats operate effectively from -40°F to 230°F. PTFE seats extend temperature ranges while maintaining chemical compatibility.
Flow characteristics must match system requirements. Butterfly valves provide excellent flow capacity with minimal pressure drop when properly sized for the application.
Manual operation using lever or gear operators provides simple, reliable control. Electric actuators enable remote operation and integration with control systems.
Pneumatic actuation offers fast response times and fail-safe operation capabilities. Electric actuators provide precise positioning control for modulating service applications.
Smart valve integration connects butterfly valves to building management systems. Intelligent valve solutions enable predictive maintenance and optimal energy management.
Triple-offset geometry eliminates seat rubbing during operation. This advanced design extends seal life and enables tight shutoff at higher pressures and temperatures.
Double-eccentric configurations provide intermediate performance between standard and triple-offset designs. These valves offer improved throttling characteristics while maintaining cost advantages.
Metal seat options handle extreme service conditions where resilient seats cannot operate. Stellite and other specialized alloys provide extended service life in demanding applications.
Modern butterfly valve installations benefit from intelligent monitoring systems. Position feedback, torque measurement, and predictive maintenance capabilities optimize system performance.
Variable frequency drive integration enables precise flow control in HVAC applications. Flow regulating valves respond automatically to changing system demands.
Energy monitoring capabilities track valve performance and identify optimization opportunities. Advanced systems correlate valve position with actual energy consumption to maximize efficiency.
Butterfly valves deliver substantial capital cost savings particularly in larger diameter applications. The material efficiency of butterfly valve construction translates directly into lower purchase prices.
Installation cost reductions result from lighter weight and simplified connection methods. Crane requirements, structural reinforcement, and installation labor all decrease significantly.
System design savings emerge from reduced space requirements. Smaller valve vaults, mechanical rooms, and equipment areas reduce overall project costs.
Energy efficiency improvements provide ongoing operational savings. Reduced pressure drop characteristics lower pumping costs throughout the system lifecycle.
Maintenance cost reductions stem from simplified construction and improved reliability. Fewer wearing parts mean extended service intervals and reduced spare parts inventory.
Lifecycle cost advantages become more pronounced over extended operating periods. The combination of lower initial costs and reduced operating expenses maximizes return on investment.
Navarch maintains strict quality control standards with multiple rigorous tests before delivery . Advanced production facilities operate five efficient production lines with annual capacity reaching 8,000 tons of valves .
Industry standards compliance includes API 609, AWWA C504, and ANSI/ASME specifications. These standards ensure consistent performance and interchangeability across manufacturers.
Quality assurance programs verify material properties, dimensional accuracy, and performance characteristics. Each valve undergoes comprehensive testing before shipment to ensure reliable field performance.
Pressure testing validates seat integrity and structural strength. Standard tests include hydrostatic pressure testing and seat leakage verification according to API 598 requirements.
Material certification documents chemical composition and mechanical properties. Mill test certificates provide traceability for critical applications requiring documented material properties.
Performance documentation includes flow coefficient data, torque requirements, and operational limits. This information enables proper system design and actuator selection.
IoT connectivity enables remote monitoring and predictive maintenance capabilities. Wireless sensors monitor valve position, actuator performance, and system conditions.
Artificial intelligence applications optimize valve operation based on real-time system demands. Machine learning algorithms identify patterns that improve energy efficiency and equipment reliability.
Digital twin technology creates virtual models for performance optimization. These systems predict maintenance requirements and identify improvement opportunities before problems develop.
Nanotechnology coatings improve corrosion resistance and reduce friction. These advanced surface treatments extend service life while maintaining the fundamental compact design advantage.
Composite materials offer weight reduction opportunities while maintaining structural strength. Carbon fiber and advanced polymer technologies continue advancing butterfly valve capabilities.
Smart materials respond automatically to changing conditions. Shape memory alloys and other advanced materials enable self-adjusting valve systems that optimize performance continuously.
The main advantage of butterfly valves clearly centers on their compact design enabling efficient flow control. This fundamental benefit creates cascading advantages throughout industrial applications.
Space efficiency allows installation in locations where other valve types cannot operate. Weight reduction simplifies handling and reduces structural requirements. Cost effectiveness improves project economics while maintaining reliable performance.
Navarch’s comprehensive approach combines advanced butterfly valve technology with intelligent control systems and energy-saving solutions . Our experienced technical team ensures customers receive optimized system solutions that maximize the inherent advantages of butterfly valve technology.
The 21% energy savings achieved at Shandong University demonstrates the real-world benefits of properly applied butterfly valve systems . Strategic valve selection and intelligent control integration deliver measurable improvements in system efficiency and operational costs.
Modern facilities increasingly demand compact, efficient solutions that optimize both performance and economics. Butterfly valves meet these requirements while providing the reliability and versatility needed for diverse industrial applications.
Choose butterfly valves when space efficiency, moderate-pressure reliability, and cost savings outweigh the need for extreme pressure throttling capabilities. The compact design advantage enables superior system integration while delivering long-term operational benefits that justify the initial investment.
Future developments in smart technology integration and advanced materials will further enhance butterfly valve advantages while preserving the fundamental compact efficiency that drives their widespread adoption across industries worldwide.